




轴承在正常的流水线上生产中,由于各种不知情的原因会以直接影响到轴承的生产品质,会产生各种类型的缺陷直接导致产品质量下降,人工成本增加。那么我们如何运用好这项检测,从而大大的提高厂***的生产效率。
系统的检测要求:
1. 检测区域:正面、侧面、内表面。
2. 缺陷种类:刮伤、螺纹线 (如图1)。

图1
硬件选择
视觉核心系统我们采用了***最大的视觉公司加拿大DALSA Coreco集团的智能机器视觉系统VA40。这种高性能嵌入式的机器视觉系统能够完成多相机检测任务,它可以同时通过3个视角来检测同一个产品,或者不同的产品。它所具有的这些全面功能提供了比同类智能相机更高的性价比和便捷的解决方案。光源根据产品的特点采用了RVSI NER的LED环行光源,相机采用的是TM1 640 x 480像素的模拟面阵相机,镜头选用的是Fujinon标准工业16mm和8mm镜头。(如图2)

图2
软件模块
软件模块我们采用了DALSA Coreco集团的***机器视觉应用软件Sherlock,Sherlock是一种基于Windows开发出来的具有图形化操作界面的机器视觉设计软件,它是当今欧美最为流行的视觉处理软件。
设计方案
由于轴承的检测需要进行多视角检测,我们采用了两套VA40视觉系统完成这项检测任务,***套VA40系统连接3台相机对轴承侧面缺陷和内部螺纹进行360度的检测,3台相机分别安装在轴承的周围与轴承底座中心成25度角,每台相机负责120度范围内的检测。
第二套VA40连接一台相机,相机安装于轴承的正上方专门进行对轴承表面的检测。如要对底面进行检测,则需要通过在检测流水线上加装自动翻转装置实现对轴承底座面的检测。如不通过自动化翻转进行检测,则通过人工将轴承翻转后在传送至坚持饿流水线再进行一次检测。
正面检测
表面具有有缺陷的产品。合格的产品正面拍摄的图像表面应该没有反光,而具有缺陷的产品在特殊的光线照射下将会发出与背景完全不一样的白光,如图4中所示(表面有切痕和表面有螺纹及刮痕的次品)。
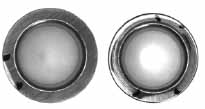
图4
Sherlock软件中的检测过程
我使用了环行面检测区域用于轴承正面缺陷的检测,经过算法处理后轴承正面缺陷特征会明显显露出来,我们通过计算检测区域中的白色块的多少来判断轴承是否是次品。
以下都是不合格的产品检测图像:
1.轴承正面有切痕。 (如图5)

图5
2.轴承正面有螺纹。 (如图6)

图6
3.轴承正面有螺纹和切痕。(如图7)

图7
侧面检测(在侧面需要检测出各种缺陷)
1.合格产品照片 (如图8)。
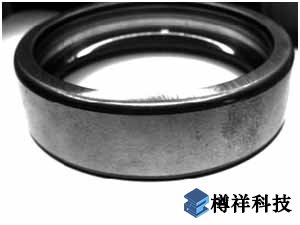
图8
2.侧面有缺陷的产品照片 (如图9)。
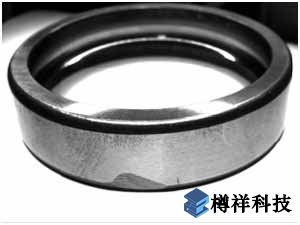
图9
Sherlock软件中检测过程
边缘提取:
通过在Sherlock软件中的算法设置,我们可以将轴承的底座边缘提取出来,这样边为我们确定了检测的区域界线。如图10所示。
区域定位:
由于轴承在检测流水线上可能发生位置移动,因此我们必须考虑到在软件中实现检测区域的自动定位。注意下图中的兰色直线和圆点,我们将以轴承顶部与侧面黑白的分界线作为我们的定位参照物进行检测区域的自动调整定位。如图11所示。

图11
侧面缺陷检测:
由于侧面缺陷在相机所拍摄的图像中呈现出阴暗区域(像素值较低),这时候我们在Sherlock软件中经过统计较低像素的区域面积便能够判断出缺陷是否存在。
轴承内部螺纹是否存在的判别
由于轴承在加工过程中内部可能存在细螺纹,在经过特殊光源照射后细螺纹会出现一条暗淡的反光,我们采用了一个弧面检测区域专门用于测定这条细螺纹是否存在。
1.内部不存在螺纹 (如图12)。

图12
2.内部存在螺纹 (如图13)。

图13
检测算法是我们统计弧面检测区域中白色像素的个数,如果螺纹存在那么白色像素数量应该大于3500,如果螺纹不存在则这个数量应该小于2000。这样便能够快速的识别出是否内部存在螺纹。
注:本文转载自《控制工程》杂志,原文署名作者为深圳市众为兴数控有限公司王寅。
- 上一篇:汽轮机组振动分析研究
- 下一篇:汽轮机产生的振动异常先了解在解决
